METAL HOSE
Corrugated metal hose allows for the transfer of liquids or gases, usually at high pressure and high or cryogenic temperature, while remaining flexible.
Corrugation Design
Annular hose is formed from tubing into individual parallel corrugations. Helical hose is also formed from tubing but into a continuous spiral corrugation. Both designs allow for flexibility of the hose assembly under pressure. In addition, helical hose has unique self-draining properties.
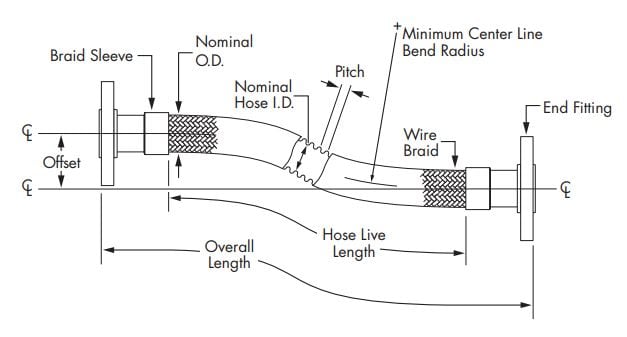
Pitch
Corrugated metal hose is normally manufactured in Standard Pitch (Close Pitch). Each manufacturer
specifies a standard number of corrugations per foot based on their desire to provide for acceptable
flexibility while considering economic requirements. Open Pitch hose is also available and has fewer
corrugations per foot. This hose will not be as flexible as a Standard Pitch hose and will have a much lower flexing cycle life. Open Pitch hose is intended to be used in less severe applications where flexibility and cycle life are not an important requirement or as an effective method for dampening vibration.
Superflex allows OmegaFlex to achieve greater flexibility without thinning the wall of the hose by
increasing the number of corrugations per foot. Superflex will normally have a higher flexing cycle life
and can be used in more severe applications where ease of flexibility is important.
Wall Thickness
Each manufacturer designs a hose with criteria for the
wall thickness that considers flexibility, cycle life and
corrosion resistance. Increasing or decreasing the wall
thickness has both advantages and disadvantages to
the user.
BRAID
Metal wire braid on a hose assembly provides the hose assembly a higher pressure capability by acting as a restraint against hose elongation and acts to dampen vibration. A second layer of braid may be used to increase pressure ratings provided the test pressure is not exceeded.
Other design considerations may result in the use of a heavy braid to increase abrasion resistance
characteristics.
Braid Coverage
Optimal braid coverage is engineered to contain the core under pressure and reduce the possibility
of squirm. Properly designed braid coverage will balance pressure capability with flexing requirements.
Minimization of braid wear on the crown of the corrugation is also provided by optimal braid coverage.
Tubular Braid
Tubular Braid is manufactured by grouping single wires and then braiding them into an intricate pattern that tightens when the braid is stretched. Such a group of wires is also known as a strand.
Construction of the braid is expressed as (number of carriers) x (number of wires in each group) x (wire diameter). An example would be 24 x 8 x .012 where 24 is the number of carriers on the braiding equipment, there are 8 wires in each strand of wires and the diameter of each wire is .012″.
Braided Braid
Larger diameter hose assemblies require the strength of Braided Braid. Braided braid is manufactured the same as tubular braid except that wires in the strand are braided together prior to the manufacture of the braid. Construction is expressed the same as tubular braid except the use of parentheses around the groups of wire and the wire diameter. An example would be 128 x (21 x .016) where 128 is the number of carriers, 21 is the number of wires in each group and .016″ is the diameter of each wire in the braid.
HOSE ASSEMBLY
Braid Sleeve/Ferrule
The braid sleeve or ferrule is used to isolate the end of the corrugated hose and braid from flexure. The core and braid are welded to the braid sleeve or ferrule during fabrication of the hose assembly.
Properties of the hose and braid material are changed during welding. This area where the properties are changed is known as the “heat-affected zone.” The heataffected zone must be isolated or premature failure of the hose assembly can occur. Care should be taken to insure the braid sleeve or ferrule has a proper fit.
Cover/Armor
The cover or armor on a metal hose assembly is used to protect the braid from external abrasion or to diffuse the media inside the hose in case of rupture. Many different materials can be used including interlock casing, heat shrink covers, lay-flat or many types of heavy-duty elastomers. The use of covers that contain chlorides (such as PVC) should be avoided.
Reinforced Ends
Reinforced ends or re-ends are recommended on applications where sharp bends or extreme flexure occurs
near the end of the hose. A short interlock casing or spring guard is generally used to restrict bending.
Liner
Applications where the media being transferred is abrasive or the velocity of the media is above
recommended levels require the use of a Liner. Material for the liner is usually an interlock hose and it is welded to each end of the hose. The liner will allow for a smooth flow while maintaining hose flexibility and will reduce the inside diameter. The bend radius of the interlock hose may limit the bend radius of the corrugated hose. A directional flow arrow is normally provided on the outside of the hose assembly.