
- A
Abrasion/Erosion
Internal abrasion is the wearing away of the inside corrugations of the hose caused by the flow of the
media conveyed such as wet steam or abrasive particles. External abrasion is the damage to the hose assembly caused by being rubbed on a foreign object.Ambient Conditions
Surrounding conditions such as pressure, corrosion or temperature to which the hose assembly is exposed.
Amplitude of Vibration
The distance a hose assembly deflects laterally to one side from its installed position.
Angular Offset
The bending of the hose so that the ends are no longer parallel. Amount of movement is measured in degrees
from centerline of the hose.Annular Corrugation
Convolutions on a hose that are a series of complete circles or rings located at right angles to the
longitudinal axis of the hose.Armor/Casing
Flexible interlocked tubing placed over the entire length or in short lengths at the end of a metal hose
to protect it from physical damage and/or to limit the bending radius.Attachment
The method of fixing end fittings to flexible metal hose, i.e. welding, brazing, soldering, swaging, bonding or mechanical.
Axial Motion
Compression or extension movement along the longitudinal axis of the pipeline.
- B
Basket Weave Braid
Strands of wire are alternately crossed two over and two under.
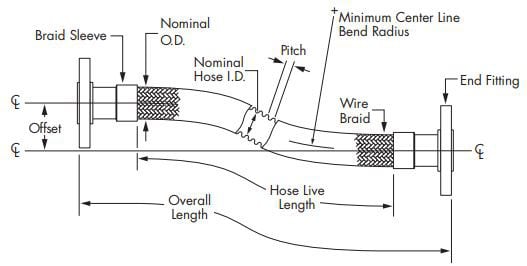
Bend Radius
The radius of a hose measured at the hose centerline
Braid
Metal wire braid on a hose assembly permits the hose assembly a higher pressure capability by acting
as a restraint against hose elongation and acts to dampen vibrations. A second layer of braid may be
used to increase pressure ratings provided the test pressure does not result in permanent corrugation
deformation. Other design considerations may result in the use of a heavy braid to increase abrasion resistance
characteristics.Braid Angle
Angle formed by the braid strands and the longitudinal axis of the hose.
Braid Coverage
Optimal braid coverage is engineered to contain the core and reduce the possibility of squirm. Properly
designed braid coverage will balance pressure capability with flexing requirements. Minimization of braid wear on the crown of the corrugation is also provided by optimal braid coverage.Braid Sleeve/Ferrule
The Braid Sleeve or Ferrule is used to isolate the end of the corrugated hose and braid from flexure. The core and braid are welded to the braid sleeve or ferrule during fabrication of the hose assembly.
Braid Wear
Motion between the braid and corrugated hose normally causes wear on the crown or OD of the corrugation and the inside diameter of the braid.
Braided Braid
Braided braid is manufactured the same as tubular braid except that wires in the strand are braided
together prior to the manufacture of the braid. Braided braid is primarily used on larger diameter hose assemblies.Brazing
A process of joining metals using a non-ferrous filler metal having a melting point that is lower than the
parent metals to be joined.- C
Casing
Same as Armor
Constant Flexing
Regular cyclic motion at a slow cyclic rate and constant travel. The dynamic minimum centerline bend radius must be doubled on constant flexing applications.
Corrosion
The chemical or electro-chemical attack of a media upon a hose assembly.
Corrugation/Convolution
Annular or helical flexing member in corrugated metal hose.
Cycle Life
The number of cycles a hose is flexed before failure.
Cycle Motion
Movement from neutral to extreme position and then returning to the neutral position.
- D
Deflection Force, Lateral
Force to laterally deflect the hose assembly a specific distance from the neutral position with one end fixed and the other end in motion.Developed Length
Overall length of the hose assembly, including the fittings, that is required to meet the conditions of a
specific application.Diamond Weave Braid
Strands of wire alternately cross one over and one under.
Dog-Leg Assembly
Two hose assemblies joined by a common elbow to permit movement in multiple planes.
Dye Penetrant Test
Non-destructive test method for detecting surface defects.
Dynamic Motion
Non-continuous or intermittent controlled motion such as the result of thermal expansion.
Duplex Hose Assembly
Jacketed or Duplex hose assembly is a hose within a hose. Both inner and outer hoses act independently as separate pressure carriers.
- E
Effective Thrust Area
Cross-sectional area defined by the mean diameter of the hose.
- F
Fatigue
Damage of the hose assembly due to excessive flexing of the corrugations.Flow Rate
Volume of media being conveyed in a specific time period such as gallons per minute, cubic feet per
second or pounds per hour.Frequency of Vibration
The rate of vibration or flexure of a hose in a given time period such as cycles per second (CPS), cycles per minute (CPM) or cycles per day (CPD).
- G
Galvanic Corrosion
Corrosion that occurs on the less noble of two dissimilar metals in direct contact with each other in
an electrolyte such as water, sulfuric acid or sodium chloride solution.- H
Helical Corrugation
Hose corrugation formed in tubing to resemble a continuous spiral or screw thread.
Helical Wire Armor/Spring Guard
Used to provide additional protection against abrasion. Metal hoses can be supplied with an external round or oval section wire spiral.
- I
Inside Diameter (ID)
The diameter inside of the hose corrugation measured at the closest point either side of centerline of the hose.
Intermittent Flexure
Non-continuous or intermittent controlled motion such as the result of thermal expansion.
ISO 10380
A standard developed by ISO (International Standards Organization) that helps define the industry
requirements for design, manufacture and testing of corrugated metal hose and hose assemblies.- L
Lateral Offset
This motion occurs when the hose centerline is moved in a plane perpendicular to the longitudinal axis with the end remaining parallel.
Liner
Flexible sleeve used to protect the internal side of the corrugation when conveying a high velocity media,
also helps to reduce internal abrasion.Live Length
The amount of active or flexible length of hose in an assembly. Does not include the length of fittings and
braid sleeves/ferrules.Loop Installation
The assembly is installed in a loop or U shape and is most often used when frequent and/or large amounts of motion are involved.
- M
Media
The substance(s) transfered through a system.
Minimum Bend Radius
The smallest radius to which a hose can be bent without permanent deformation of the corrugations.
- N
Nominal Hose Size
Indicates the approximate inside diameter of the hose
- O
Operating Conditions
The pressure, temperature, motion and environment to which a hose assembly is subjected.
Outside Diameter (OD)
The external diameter of a metal hose measured at the top of the corrugation or braiding.
- P
Penetration (Weld)
The percentage of wall thickness of the two parts to be joined that is fused into the weld pool in making a joint.
Permanent Bend/Static Bend
A fixed radius bend in a hose assembly used to compensate for misalignment.
Pitch
The distance between the two peaks of adjacent corrugation or convolution.
Ply/Plies
The number of individual thicknesses of metal used in the construction of a wall of the convoluted hose.
Pressure
Usually expressed in pounds per square inch gauge or psig.
Pressure, Absolute
A total pressure measurement system in which atmospheric pressure at sea level is added to the gauge pressure and expressed as psia.
Pressure, Atmospheric
The pressure of the atmosphere at sea level which is 14.7 psig or 29.92 inches of mercury.
Pressure, Burst (Actual)
Amount of pressure determined through testing required to cause a rupture in the hose wall.
Pressure, Burst (Nominal)
The average amount of pressure, at ambient temperature, at which the core or braid can be expected to rupture.
Pressure, Deformation
The pressure at which the convolutions of a hose become permanently deformed.
Pressure, Feet of Water or Head
Often used to express system pressure in terms of water column height. A column of water 1 foot high exerts a .434 psi at its base.
Pressure, Maximum Working
Maximum pressure that the hose should be subjected to on a continuous basis.
Pressure, Maximum Test
Maximum pressure the hose should be subjected to during proof pressure testing without permanently
deforming the corrugations.Pressure, Pulsating
A rapid change in the pressure above and below the normal base pressure usually associated with reciprocating type pumps. Pulsating pressure can cause excessive wear between the braid and the top or crown of the hose corrugation.
Pressure, Shock
A sudden increase of pressure in a hydraulic or pneumatic system that produces a shock wave. This shock can cause severe permanent deformation of the corrugations in a hose as well as rapid damage of the assembly due to metal fatigue.
Pressure, Static
A non-changing constant pressure.
Pressure, Working
The internal or external pressure imposed on a hose during operating conditions.
psia
Pounds per square inch absolute.
psig
Pounds per square inch gauge.
- R
Radial Motion
The type of movement that occurs when hoses are bent in a 180° arc such as in vertical or horizontal
traveling loops.Random Motion
The uncontrolled motion of a metal hose such as motion that occurs during manual handling.
Reinforced End
A short interlocked casing or spring guard used to restrict bending at the end of the hose.
- S
Safety Factor
The relationship or ratio of maximum working pressure to nominal burst pressure.
Scale
An oxide or thin coating of media in/on a hose assembly brought about by surface conditions or welding.
Seamless
Used in reference to corrugated metal hose that is made from a base tube that does not have a
longitudinal weld seam.Segment/Splice
A method of joining two sections of hose.
Squirm
Damage to the hose when it is deformed into an “S” or “U” bend as the result of excessive internal pressure being applied to unbraided corrugated hose while its ends are restrained, or in a braided corrugated hose that has been axially compressed.
Static Bend
A fixed radius bend in a hose assembly used to compensate for misalignment.
Strand
Individual groups of wire in a braid.
Stress Corrosion
A form of corrosion in stainless steel normally associated with chlorides.
- T
Temperature Correction Factor
The factor that corrects the pressure rating in elevated temperature applications.
Tig Weld/GTAW
The tungsten inert gas welding process sometimes referred to as a shielded arc. Common trade name is
heliarc.Traveling Loop
General classification of bending wherein the hose is installed to a U-shaped configuration.
Traveling Loop, Class A Loop
An application wherein the radius remains constant and one end of the hose moves parallel to the other end.
Traveling Loop, Class B Loop
A condition wherein a hose is installed in a U-shaped configuration and the ends move perpendicular to each other so as to enlarge or decrease the width of the loop.
Torque/Torsion
A force that produces or tends to produce rotation of or torsion about the longitudinal axis of a hose
assembly while the other end is fixed.- V
Vacuum
Negative pressure or suction usually expressed as inches of mercury.
Velocity
The speed at which the medium flows through the hose.
Velocity Resonance
Vibration of corrugations due to the buffeting of a high velocity gas or liquid flow.
Vibration
Low amplitude motion occurring at high frequency
- W
Welding
The process of localized joining of two or more metallic components by means of heating their surfaces to a state of fusion or by fusion with the use of additional filler material.
Glossary of Terms